Need Specifications or a Quote?
Share your ventilation project requirements and our engineers will reply within 12 hours with technical specs, pricing, and lead time.

Did you know that the electric motor driving an industrial fan accounts for over 70% of the unit’s total lifecycle cost? While impeller design and duct geometry are critical, the selection of the axial fan motor acts as the definitive variable in system performance, energy efficiency, and operational safety. In commercial and industrial engineering, a motor is never just a power source; it is the component that must perfectly align torque, rotational speed, and thermal endurance with the specific aerodynamic demands of the facility.
For engineers and facility managers, the challenge lies in navigating the complex intersection of performance curves and environmental constraints. A mismatch here does not merely result in suboptimal airflow; it can lead to aerodynamic stall, thermal throttling, and premature system failure. Whether you are specifying components for general air movement or critical process ventilation, understanding the nuances of system impedance is non-negotiable. The motor must possess the capability to deliver the required volumetric flow rate against the static pressure inherent in the ductwork, all while maintaining efficiency within its optimal operating range.
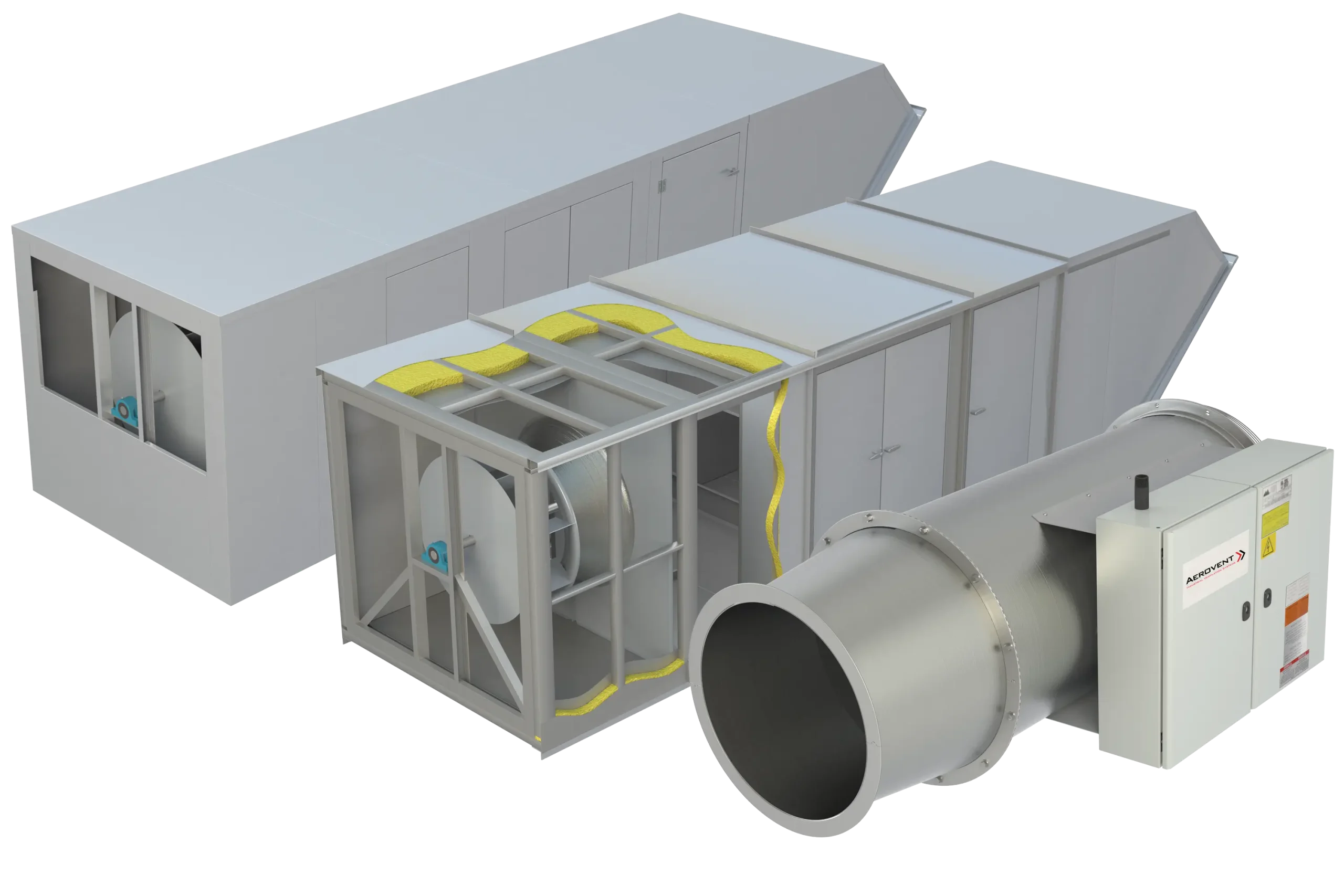
The architecture of the fan unit plays a pivotal role in motor selection. For applications prioritizing compactness and low maintenance, a Tubeaxial Fan Direct Drive configuration is often the superior choice. In these systems, the motor connects directly to the impeller, eliminating transmission losses and reducing the number of moving parts. Conversely, large-scale industrial processes with variable requirements may benefit from the flexibility of a Tubeaxial Fan Belt Driven setup. This configuration allows operators to adjust fan RPM—and consequently airflow and pressure—simply by changing sheaves and belts, providing a versatile solution for evolving facility needs.
Beyond aerodynamics, the operating environment dictates the mechanical and electrical specifications of the required motor. In heavy-duty applications, such as those utilizing a Type P Tubeaxial Fan Direct Drive, the motor must be shielded against ingress from dust, moisture, and corrosive elements. Furthermore, in volatile atmospheres containing flammable gases or combustible dusts, standard motors pose a catastrophic risk. Here, the specification of explosion-proof motors with appropriate certifications becomes a critical safety mandate, ensuring that the ventilation system mitigates risk rather than contributing to it.
This guide serves as a comprehensive technical resource for selecting the optimal axial fan motor. By examining the relationships between drive types, efficiency ratings, and hazardous location requirements, we will equip you with the data-driven insights necessary to engineer a ventilation solution that ensures reliability, safety, and long-term performance.
Selecting the optimal axial fan motor is a critical engineering decision that dictates the efficiency, safety, and longevity of industrial ventilation systems. Beyond basic airflow metrics, precise alignment with environmental constraints and technical specifications is essential for operational success. Below are the key takeaways for making a data-driven selection.
This guide delves into the technical nuances of selecting an axial fan motor, moving from fundamental performance curves to advanced safety considerations for hazardous zones. The following sections provide the data-driven insights necessary to configure the most reliable air movement solutions for your facility.
The selection of an appropriate axial fan motor begins not with the motor itself, but with a rigorous analysis of the system it acts upon. In industrial HVAC engineering, the relationship between the fan’s performance curve and the system’s resistance curve dictates the actual operating point. A common failure mode in procurement is selecting a motor based solely on free-air delivery figures, ignoring the static pressure accumulating within complex Air Ducts and filtration banks. The motor must generate sufficient torque to drive the impeller against this resistance without entering the stall region.
System impedance, or resistance, is a function of the friction losses through ducts, elbows, dampers, and coils. According to the fan laws, static pressure varies as the square of the airflow volume. Consequently, a minor increase in desired CFM (Cubic Feet per Minute) requires a significant increase in pressure capability. Engineers must plot the system resistance curve against the manufacturer’s fan performance curve. The intersection of these two lines represents the operating point. If this point falls near the peak pressure of the fan curve (the stall region), the airflow becomes turbulent and unstable. This aerodynamic stall creates severe vibration, increases noise levels exponentially, and causes the motor current to fluctuate, leading to thermal overload and premature winding failure.
Furthermore, the geometry of the ductwork directly influences the load on the axial fan motor. Poor inlet conditions, such as an elbow located too close to the fan intake, induce the “system effect,” which creates uneven loading on the impeller blades. This uneven loading translates to cyclical torque variations on the motor shaft. When calculating requirements, engineers must apply a safety margin to the calculated static pressure—typically 10% to 15%—to account for system effect and potential filter loading over time. Neglecting this margin often results in an undersized motor that overheats as it attempts to maintain speed against unexpected resistance.
For high-performance applications, specifically those involving variable loads, understanding the aerodynamic properties of the impeller is critical. Different blade pitches require different torque profiles. A motor paired with a fixed-pitch impeller operates on a singular curve, whereas variable-pitch designs allow for modulation. For a comprehensive review of these aerodynamic behaviors, professionals should consult a technical analysis of types and performance to understand how motor torque curves must align with impeller power absorption curves.
Once the aerodynamic requirements are established, the mechanical interface between the motor and the impeller—the drive configuration—must be selected. The choice between a direct drive and a belt-driven system fundamentally alters the maintenance profile, energy efficiency, and spatial requirements of the installation. In industrial axial fans, this decision is often a trade-off between efficiency and adjustability.
Direct drive configurations connect the motor shaft directly to the fan impeller. This eliminates the transmission losses associated with belts and pulleys. In a standard V-belt system, efficiency losses due to friction, belt slippage, and bending hysteresis can range from 3% to 5%, and can exceed 10% if the belts are improperly tensioned. By utilizing a Tubeaxial Fan Direct Drive, facilities recapture this energy, resulting in lower operational expenditures over the lifecycle of the unit.
From a maintenance perspective, direct drive motors drastically reduce downtime. There are no belts to tighten, no sheaves to align, and no bearings to grease on an intermediate shaft. This “fit and forget” reliability is paramount in critical ventilation applications where access is difficult or dangerous. Furthermore, direct drive units are generally more compact, reducing the overall footprint of the air handling equipment. This compactness is particularly advantageous in retrofit projects where plenum space is limited. The rotational inertia is also lower, allowing for faster start-up times and more responsive control when paired with Variable Frequency Drives (VFDs).
Despite the efficiency gains of direct drives, belt-driven systems remain a staple in industrial engineering due to their inherent flexibility. A Tubeaxial Fan Belt Driven configuration allows the fan RPM to be adjusted independently of the motor synchronous speed. By simply changing the pitch diameter of the sheaves, an engineer can fine-tune the airflow and pressure to match the exact system requirements. This is particularly useful in systems where the final static pressure is difficult to predict during the design phase or may change due to process modifications.
Belt drives also offer mechanical isolation. The belts act as a shock absorber, dampening vibration transmission from the impeller to the motor and vice versa. This protects the motor bearings from shock loads caused by particulate buildup on fan blades or minor imbalances. Additionally, in high-temperature applications, belt drives allow the motor to be mounted out of the airstream (using a bifurcated duct or motor mount), protecting the electrical components from the hot, contaminated, or corrosive gases being exhausted. Below is a comparative analysis of the two configurations:
| Feature | Direct Drive System | Belt-Driven System |
|---|---|---|
| Transmission Efficiency | High (Zero transmission loss) | Moderate (3-10% loss due to friction/slip) |
| Maintenance Requirements | Low (Bearings only) | High (Belt tensioning, sheave alignment) |
| Speed Adjustability | Requires VFD (Electronic) | Mechanical (Sheave change) or VFD |
| Motor Protection | Motor typically in airstream (unless bifurcated) | Motor can be isolated from airstream |
| Vibration Isolation | Low (Direct transmission) | High (Belts dampen shock loads) |
Transitioning from the mechanical linkage to the prime mover itself, engineers must next evaluate the internal technology of the motor to optimize energy consumption and controllability.
The core technology driving the axial fan has evolved significantly. While traditional AC induction motors are the workhorses of the industry, the advent of Electronically Commutated (EC) technology has revolutionized efficiency standards and control precision. Choosing between these technologies requires an analysis of Return on Investment (ROI) based on duty cycles and electricity rates.
EC motors combine the efficiency of DC permanent magnet motors with the simplicity of AC grid connection. Unlike AC induction motors, which rely on a rotating magnetic field induced by the stator, EC motors use electronic commutation to control the magnetic field. This virtually eliminates rotor losses (slip), resulting in motor efficiencies that often exceed IE4 and IE5 standards. For applications requiring variable airflow, an EC motor maintains high efficiency even at partial loads, whereas an AC motor’s efficiency drops precipitously when throttled.
This efficiency is critical when specifying high-performance units like the Type P Tubeaxial Fan Direct Drive. When equipped with EC technology, these fans offer integrated speed control without the need for an external VFD. The electronics are built into the motor, accepting 0-10V or PWM (Pulse Width Modulation) signals directly. This simplifies wiring, reduces panel space requirements, and eliminates the electrical noise issues often associated with long motor leads on external VFDs.
A distinct variation in axial fan motor design is the external rotor motor. In this configuration, the stator is located centrally on a stationary shaft, and the rotor rotates around the outside of the stator. The fan impeller is mounted directly to the rotating rotor housing. This design provides superior cooling for the motor windings, as the rotating mass acts as a heat sink directly in the airflow. It also creates an exceptionally compact axial profile.
However, external rotor motors generally have lower torque capabilities compared to standard internal rotor IEC or NEMA frame motors. They are ideal for clean air, low-to-medium pressure applications. For heavy-duty industrial processes involving particulate-laden air or high static pressures, standard internal rotor motors paired with robust housing—such as the Type P Tubeaxial Fan Belt Driven—remain the superior choice due to their ruggedness and thermal isolation capabilities.
| Parameter | AC Induction Motor | EC Motor (Electronically Commutated) |
|---|---|---|
| Efficiency at Full Load | 85-95% (Size dependent) | >90% (Consistently high) |
| Partial Load Efficiency | Drops significantly | Remains high |
| Speed Control | Requires external VFD | Integrated electronics (0-10V / Modbus) |
| Initial Cost | Lower | Higher |
| Heat Generation | Higher (Rotor losses) | Low (Cooler running) |
While efficiency drives operational costs, safety drives the fundamental specification in hazardous environments. The next section addresses the non-negotiable requirements for motors operating in explosive atmospheres.
In industrial environments ranging from petrochemical plants to grain processing facilities, the presence of combustible dust, flammable gases, or ignitable fibers transforms motor selection from an efficiency exercise into a critical safety protocol. A standard TEFC (Totally Enclosed Fan Cooled) motor operating in a hazardous zone is a potential ignition source that can lead to catastrophic failure.
WARNING: Never assume a standard motor is safe for “occasional” exposure to hazardous fumes. Certification bodies do not recognize “occasional” risk without specific classification. Using a non-certified motor in a designated Zone or Division is a violation of federal safety codes (OSHA/NEC) and poses an immediate threat to life and property.
Explosion-proof motors are designed to contain an internal explosion without rupturing and without allowing flames or sparks to escape into the surrounding volatile atmosphere. Engineers must specify motors based on the exact Zone (IEC/ATEX) or Division (NEC) of the installation area. For example, a motor designated for Class I, Division 1 must be capable of withstanding the pressure of an internal explosion of a specific gas group.
Temperature codes (T-Codes) are equally vital. A motor running at full load generates heat; if the surface temperature of the motor enclosure exceeds the auto-ignition temperature of the gas or dust cloud present, an explosion will occur. For instance, a T3 rated motor (max surface temp 200°C) is unsafe in an environment containing gases with an auto-ignition point of 180°C. When integrating robust solutions like the Axipal Tubeaxial Fan Direct Drive into hazardous locations, the motor nameplate must explicitly list the suitable hazardous locations, gas groups (e.g., IIA, IIB, IIC), and T-Code.
Beyond explosion risks, industrial motors face aggressive corrosion. Chemical processing plants often utilize axial fans to exhaust corrosive vapors. In these scenarios, the motor housing material becomes a point of failure. Cast iron is durable but susceptible to certain acids; stainless steel or epoxy-coated aluminum may be required. The IEEE 841 standard defines severe-duty motors that feature non-hygroscopic insulation, corrosion-resistant internal components, and specialized bearing seals.
Furthermore, the spark-resistant construction of the fan assembly itself is critical. AMCA standards (Type A, B, and C construction) dictate the materials used for the impeller and the rub ring. For example, an aluminum impeller with a brass rub ring prevents sparking if the bearing fails and the blade contacts the housing. This mechanical safety layer complements the electrical safety of the explosion-proof motor.
Even outside of explosive zones, the industrial environment is hostile. Dust, moisture, wash-down procedures, and extreme temperatures relentlessly attack motor windings and bearings. Understanding Ingress Protection (IP) ratings is essential for ensuring motor longevity in these conditions.
The IP rating system provides a standardized metric for sealing effectiveness. The first digit represents protection against solid objects (dust), while the second digit represents protection against liquids. For general industrial axial fans, a rating of IP54 is the industry baseline, indicating protection against dust ingress that interferes with operation and protection against splashing water.
However, for axial fans installed outdoors or in wash-down areas, IP55 or IP65 is recommended. IP55 protects against low-pressure water jets from any direction—essential for units exposed to heavy rain or cleaning hoses. A motor rated IP65 is completely dust-tight. When selecting a unit for commercial kitchens or light industrial work, such as the Tubeaxial Commercial Fan Direct Drive, ensuring an appropriate IP rating prevents grease and moisture from fouling the internal centrifugal switch or starting capacitors.
A unique consideration for axial fans is the use of TEAO (Totally Enclosed Air Over) motors. Unlike TEFC motors which have their own small cooling fan, TEAO motors are streamlined and rely on the airflow produced by the main axial fan for cooling. This design reduces turbulence and blockage in the airstream, improving overall fan efficiency, but it requires the fan to be running for the motor to cool effectively.
Motor insulation systems are classified by their ability to withstand heat without degrading. The life of motor insulation is halved for every 10°C increase in operating temperature. In industrial settings, ambient temperatures often exceed standard conditions.
Engineers should specify Class H insulation with a Class B temperature rise. This provides a “thermal buffer,” significantly extending the life of the motor windings by operating them well below their thermal limit.
Sizing an axial fan motor is a precise calculation of torque, inertia, and power. The common practice of “oversizing to be safe” introduces inefficiencies and electrical issues that can be just as detrimental as undersizing.
Motor sizing must account for the brake horsepower (BHP) required by the fan at its most demanding operating point. However, BHP is not the only metric. The Locked Rotor Torque must be sufficient to overcome the inertia of heavy aluminum or steel impellers during startup. If the motor lacks sufficient starting torque, it will hang in the “locked rotor” state, drawing massive current until the thermal overloads trip.
Conversely, significantly oversizing a motor (e.g., using a 10HP motor for a 5HP load) drastically reduces the power factor. An underloaded induction motor operates with a poor power factor, drawing reactive power that does no work but heats up the distribution lines and incurs utility penalties. Engineers should aim to size the motor so that the load falls between 75% and 100% of the nameplate rating. For variable loads, utilizing the Service Factor (typically 1.15) allows for occasional overload without damaging the insulation.
The distinction between commercial and industrial motors lies in the duty cycle and bearing life (L10 life). Commercial motors are often designed for intermittent use or clean environments. Industrial motors feature cast iron frames, higher service factors, and bearings rated for 40,000 to 100,000 hours of operation. When evaluating lifecycle costs (LCC), a cheaper commercial motor may save money upfront but will cost significantly more in downtime and replacement labor within three to five years. For heavy industry, the focus must be on TCO (Total Cost of Ownership), prioritizing robust construction over initial price tag.
Consulting with specialists at BromingHvac can help clarify the subtle distinctions between robust commercial units and severe-duty industrial specifications, ensuring the capital expenditure aligns with operational demands.
The best motor selection can be undermined by poor installation. Axial fans are sensitive to structural dynamics, and improper mounting often leads to vibration issues that are mistakenly blamed on the motor balance.
Axial fans generate thrust. The mounting structure must be rigid enough to withstand this thrust without flexing. If the support structure has a natural frequency close to the running speed of the fan, resonance occurs, amplifying vibration to destructive levels. Vibration isolators (spring or rubber) should be sized based on the total weight of the fan assembly and the RPM range. Essential to longevity is the alignment of the drive system. For belt-driven units, laser alignment of sheaves is recommended to prevent axial loading on the motor bearings, which leads to premature failure.
Electrical protection is equally vital. Soft starters or VFDs should be used for motors larger than 10HP to reduce the mechanical stress of “across-the-line” starting torque and to limit inrush current.
When axial fan motors fail, they leave clues. Troubleshooting should be systematic:
By strictly adhering to these engineering principles—from analyzing system impedance to ensuring proper IP ratings and hazardous zone certifications—facilities ensure their ventilation systems operate safely, efficiently, and reliably for the long term.
The process of selecting the optimal axial fan motor is far more than a simple procurement task; it is a complex engineering challenge that lies at the intersection of aerodynamics, electrical efficiency, and mechanical durability. As we have explored, the success of an industrial ventilation system depends heavily on understanding the unique relationship between the fan’s performance curve and the system’s resistance. Ignoring the static pressure accumulating within complex Air Ducts or failing to account for system effects can lead to aerodynamic stall, increased vibration, and catastrophic premature failure.
Ultimately, the goal is to achieve a balance where the motor not only drives the impeller effectively but does so in a manner that optimizes energy consumption and aligns with the specific maintenance capabilities of the facility. Whether retrofitting an existing plant or designing a new ventilation array, the decisions made during the specification phase will dictate the Total Cost of Ownership (TCO) for years to come.
The trade-off between drive configurations remains a foundational decision in system design. For facilities prioritizing “set it and forget it” reliability and maximum energy transmission, the Tubeaxial Fan Direct Drive offers a compact, low-maintenance solution that eliminates belt losses. However, the industrial landscape often requires adaptability. In scenarios where process variables change or static pressure calculations are estimates, the Tubeaxial Fan Belt Driven unit provides the necessary mechanical flexibility to fine-tune performance without replacing the entire prime mover.
Simultaneously, the industry is undergoing a technological shift. The rapid adoption of Electronically Commutated (EC) technology is redefining efficiency standards. By integrating speed control directly into the motor and eliminating rotor slip, EC motors offer a pathway to significant electrical savings, particularly in variable load applications. While the initial investment may be higher, the reduction in operational expenditures often validates the cost within a short ROI period.
Beyond performance metrics, the non-negotiable aspect of motor selection is safety. In hazardous environments laden with combustible dust or volatile gases, there is no margin for error. Adhering to strict ATEX, IECEx, or NEC classifications is mandatory to prevent loss of life and property. Utilizing robust, certified equipment, such as the Axipal Tubeaxial Fan Direct Drive, ensures that the system can withstand the rigors of hazardous zones while maintaining appropriate temperature codes.
Furthermore, the physical durability of the motor against environmental aggressors—water, dust, and corrosive chemicals—cannot be overlooked. Selecting the correct IP ratings and insulation classes (such as Class H for high-heat environments) ensures that the motor survives the hostile conditions typical of industrial processing. It is this attention to detail, from spark-resistant construction to proper ingress protection, that separates a commercial-grade install from a true industrial solution.
Optimizing your HVAC and industrial ventilation systems requires a holistic approach that looks beyond the nameplate horsepower. It involves precise sizing to avoid low power factors, selecting the right drive configuration for your maintenance culture, and strictly adhering to safety protocols in hazardous zones. By integrating these engineering principles, you ensure operational continuity and efficiency.
As technology advances, staying informed about the latest motor capabilities and safety standards is essential. For expert guidance on navigating these technical specifications and to explore high-performance solutions tailored to your facility’s unique demands, rely on the specialists at BromingHvac. Your investment in the right motor technology today is the foundation of a safer, more efficient, and productive tomorrow.